欢迎来到芜湖锦弦钢结构有限公司网站!

 13625531509
13625531509



钢结构焊后热处理的目的有三个:消氢、去掉焊接应力、改进焊缝组织和综合性能。焊后消氢处理,是指在焊接完成以后,焊缝尚未冷却至100℃以下时,进行的低温热处理。一般规范为加热到200~350℃,保温2-6小时。焊后消氢处理的主要作用是加快焊缝及热影响区中氢的逸出,对于防止低合金钢焊接时产生焊接裂纹的效果为明显。在焊接过程中,由于加热和冷却的不均匀性,以及构件本身产生拘束或外加拘束,在焊接工作结束后,在构件中总会产生焊接应力。焊接应力在构件中的存在,会降低焊接接头区的实际承载能力,产生塑性变形,严重时,还会导致构件的破坏。



镀锌C型钢安装方法和结构设计 镀锌C型钢在建筑设计中的安装方法: 1、墙面采用50mm厚EPS彩钢复合板,左右均为红色,间断连接。 2、屋顶、山墙、窗侧均为蓝色钢配件。 3、门为不锈钢复合板门,窗为塑钢推拉窗,白色玻璃。 4、本工程采用双坡屋面,坡率i=1:10,自由落体。 5、单坡屋顶,坡度i=1:40,地面为15mm厚木胶合板。 镀锌C型钢目前钢的主要产品之一。它直接用于各个区域,以确定生产和生活不受其影响。到目前为止,人们主要是因为C型钢的质量问题而选择C型钢,以减少选择劣质钢的可能性。 在进行操作的时分一些小的东西要放到东西袋中,扎紧衣袖口以及裤腿口,避免被挂的风险,c型钢机械建立的时分要注意礼貌的误差,每搭好一步都要进行检查。要很熟悉的把握修建的结构,以及环境的特色。与其它冷弯型钢一样,冷弯型钢生产过程中大的问题是内应力问题。由于材料内应力大,一旦投入使用就会发生变形,影响使用效果。
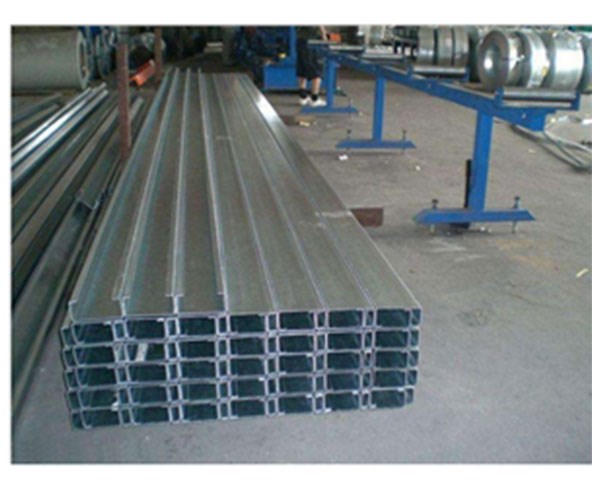
C型钢设备生产的镀锌C型钢属于速率不错经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状正确,它们能使钢材愈高地发挥效能,提升承裁能力。不同于普通工字型的是H型钢的翼绣进行了加宽,且内、外表面通常是平行的,这样可便于用螺桂和其他构件连接。其尺寸构成正确系列,型号繁多,便于设计选用。 镀锌C型钢不是槽钢,是薄板如0.35毫米厚的钢板压制成的,用作钢结构厂房的檩条。C型钢机是一套轧辊可生产多种规格C型檩条成品的单卷成型机组。彩钢设备该机主要由被动装料架、整平装置、冲孔装置、成型后切断装置、液压站、电脑控制系统等。本机采用自动飞锯冲孔,操作简便等特点。C型钢机主要用途产品可作为大中型工业民用建筑的主体受力结构,如厂房、飞机库、展览馆、影剧院、体育场馆、集市花棚的屋面承重荷载。C型钢压瓦机是一套轧辊可生产多种规格C型檩条成品的单卷成型机组。该机主要由被动装料架、整平装置、冲孔装置、成型后切断装置、液压站、电脑控制系统等。C型钢设备辊轧的镀锌C型钢成品具有良好的拉弯压性能平直度好,全自动定长切割,自动冲孔,自动化程度高,安装方便。


扫一扫手机网站





 在线客服
在线客服 13625531509
13625531509 285799770@qq.com
285799770@qq.com